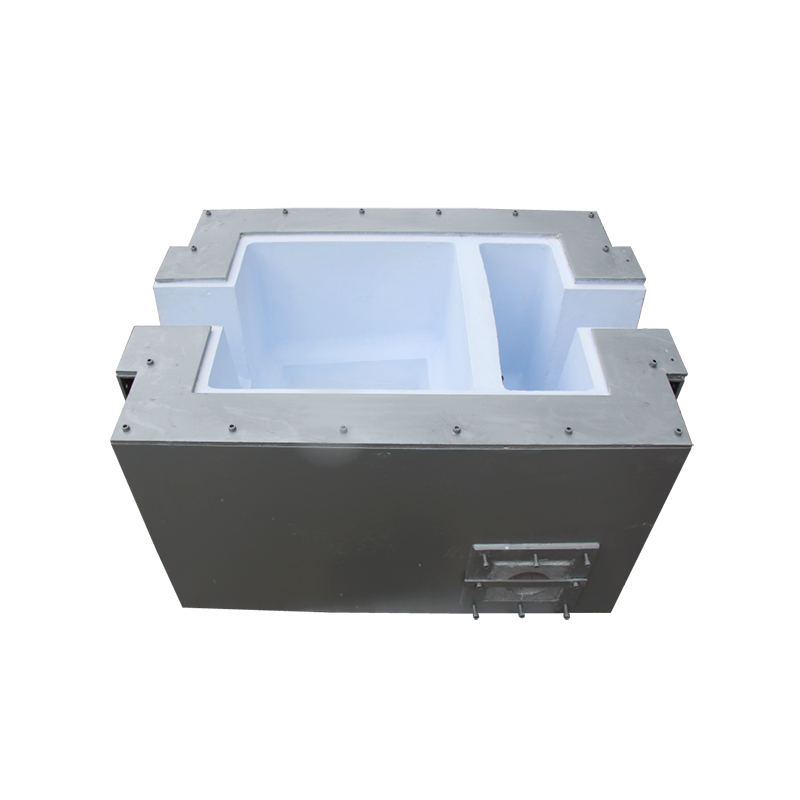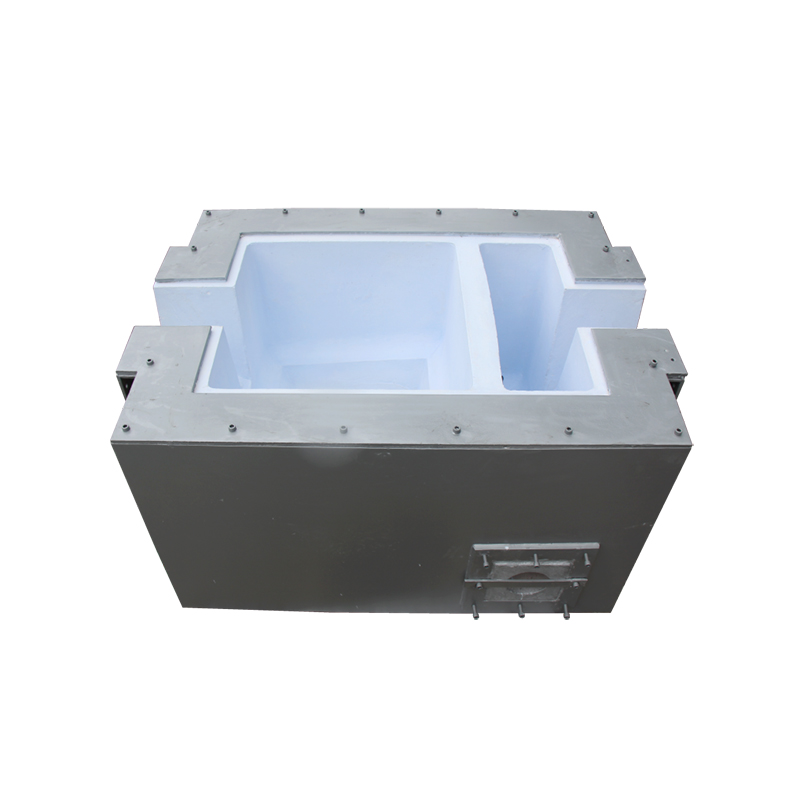
фільтрувальна коробка з керамічною фільтруючою платою, що фільтрує розплавлений алюміній
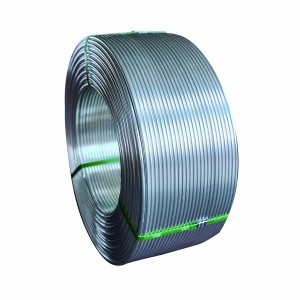
Графітова пластина на виході преса для екструзії алюмінію відіграє мастильну роль.Як правило, використовується більш крупнозернистий графіт.Графіт високої чистоти тонкий і гладкий, тому ймовірність подряпати алюмінієвий матеріал дуже мала.Використання цього високочистого матеріалу значно збільшить термін служби та заощадить витрати.
Назва продукту: Алюмінієвий профіль графітовий лист
Атрибути продукту: індивідуальна обробка. Спеціалізується на виробництві різноманітних графітових виробів, які можна налаштувати відповідно до потреб клієнта!
1.Якщо у вас є креслення, будь ласка, надішліть креслення (CAD, PDF, мальовані ескізи).
2. Поясніть розмір, кількість, товщину тощо.
3. Визначити технологію обробки (просте різання, штампування, виготовлення різностатевих деталей на замовлення, шліфування, фрезерування та розпилювання тощо).
4. Оплата може бути здійснена після пропозиції.
Примітка:Якщо потрібно, щоб розмір був особливо точним, будь ласка, поясніть, оскільки буде певний допуск для звичайних процесів, таких як різання, шліфування та штампування.Якщо існують вимоги до точності деталей спеціальної форми, це також слід пояснити заздалегідь.Особливості: 1 Хороша термостійкість 2 Мастило та зносостійкість 3 Хороша теплопровідність 4 Професійна точна обробка на замовлення
Підходить для лиття з фільтрацією з сітчастої керамічної піни.
1. Його можна використовувати безпосередньо при кімнатній температурі, не турбуючись про термічний шок.
2. Відсутність теплового розширення та низька теплопровідність.
3. Він може плавати в алюмінії, зменшуючи можливість тугоплавких включень.
1. Очистіть коробку фільтра.
2. Обережно вставте фільтруючу пластину в фільтрувальну коробку та натисніть рукою на ущільнювальну прокладку навколо фільтрувальної пластини, щоб запобігти витоку розплавленого алюмінію.
3. Рівномірно нагрійте коробку фільтра та пластину фільтра, щоб вони були близькі до температури розплавленого алюмінію.Попередньо нагрійте, щоб видалити вологу та сприяти початковій миттєвій фільтрації.Попередній нагрів може здійснюватися за допомогою електричного або газового опалення.За звичайних обставин це займає близько 15--30 хвилин.
4. Зверніть увагу на зміну алюмінієвої гідравлічної головки під час лиття.Нормальний початковий тиск становить 100-150 мм.Коли розплавлений алюміній починає проходити, напір тиску впаде нижче 75--100 мм, а потім напір тиску поступово зросте.
5. Під час нормального процесу фільтрації уникайте ударів і вібрації фільтрувальної пластини.У той же час, пральна машина повинна бути заповнена алюмінієвою водою, щоб уникнути занадто сильного порушення алюмінієвої води.
6. Після фільтрації вчасно вийміть пластину фільтра та очистіть коробку фільтра.
Формуючий стандарт розміру, що забезпечує надійну підтримку для ефективної реалізації ефективності фільтрації пінокерамічної фільтрувальної пластини.Крім загальних специфікацій, він може бути розроблений і виготовлений відповідно до потреб замовника.